Nakamura-Tome SC-100X²: made for «Swiss production»
Lesezeit: ca. 10 min.
Gerade neu erschienen, und schon lenkt die SC-100X² von Nakamura-Tome alle Blicke auf sich. Erfahren Sie mehr über die technischen Besonderheiten dieser Maschine im folgenden Artikel des Fachmagazins «Schweizer Maschinen Markt».
Mit dem neuen Dreh-Fräszentrum bekommt die Fertigungstechnik eine neue Dimension. Die Gegenspindel verfügt, neben der Z-Achse, über eine X-Achse, womit sich hocheffiziente überlagerte Fertigungsmöglichkeiten – zusätzlich zur Simultanbearbeitung mit dem Zusatzrevolver – ergeben. Möglich macht dies eine Symbiose aus herausragender Steuerungstechnik gepaart mit genialem Werkzeugmaschinenbau.
Matthias Böhm, Chefredaktor SMM
Bei der Nakamura-Tome SC-100X2 handelt es sich um ein hochdynamisches Dreh-Fräszentrum mit Gegenspindel und Zusatzrevolver, bei dem die Vorder- und Rückseitenbearbeitung mit ein und demselben Revolver stattfinden kann. Unmöglich? Nein, ein geniales Werkzeugmaschinenkonzept, bei dem die Gegenspindel 2-achsig (X/Z) verfahren kann und die Rückseitenbearbeitung zeitparallel zur Vorderseite mit einem Revolver bearbeitet wird. Richard Huber, Product Manager Werkzeugmaschinen: «Nakamura-Tome ist damit einer der wenigen Hersteller weltweit, die eine solche Lösung am Markt anbieten. Was bringt das? Höhere Produktivität auf kleinstem Raum, noch dazu bei geringeren Kosten.» Im Gespräch mit dem SMM sagt Mathias Zavratnik (Verkaufsleiter): «Der überlagerte Fertigungsprozess wirkt hochkomplex, die Programmierung ist dagegen, wie oben angesprochen, sehr einfach. Das ist das Geniale an dem Maschinenkonzept. Aber zu Ihrer Frage, warum dieses Maschinenkonzept entwickelt wurde. Für Dreh-Frästeile, die wir mit der Nakamura-Tome SC-100X2 ab sofort mit diesen Zykluszeiten bearbeiten können, waren bisher grösser bauende Maschinen – aufgrund eines zweiten X/Z-Revolvers – notwendig. Die SC-100X2 benötigt wegen der X/Z-Gegenspindel lediglich einen festen zweiten Trommelrevolver, um höher komplexe Dreh-Frästeile zu fertigen. Das schlägt sich in der Baugrösse der Maschine nieder, die bei knapp über 6 m2 liegt.»
Stangendurchlass 51 mm – 11 kW
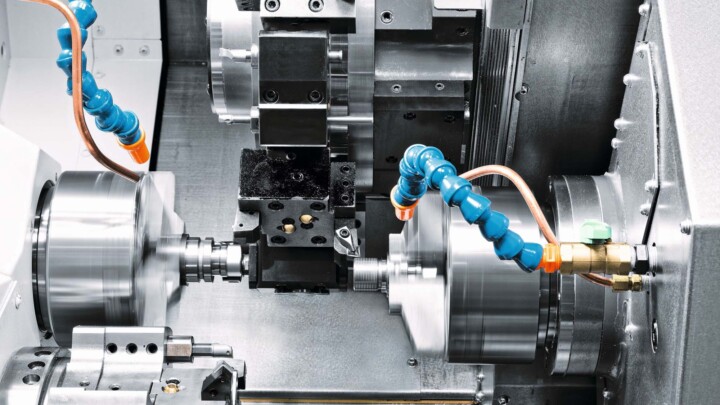
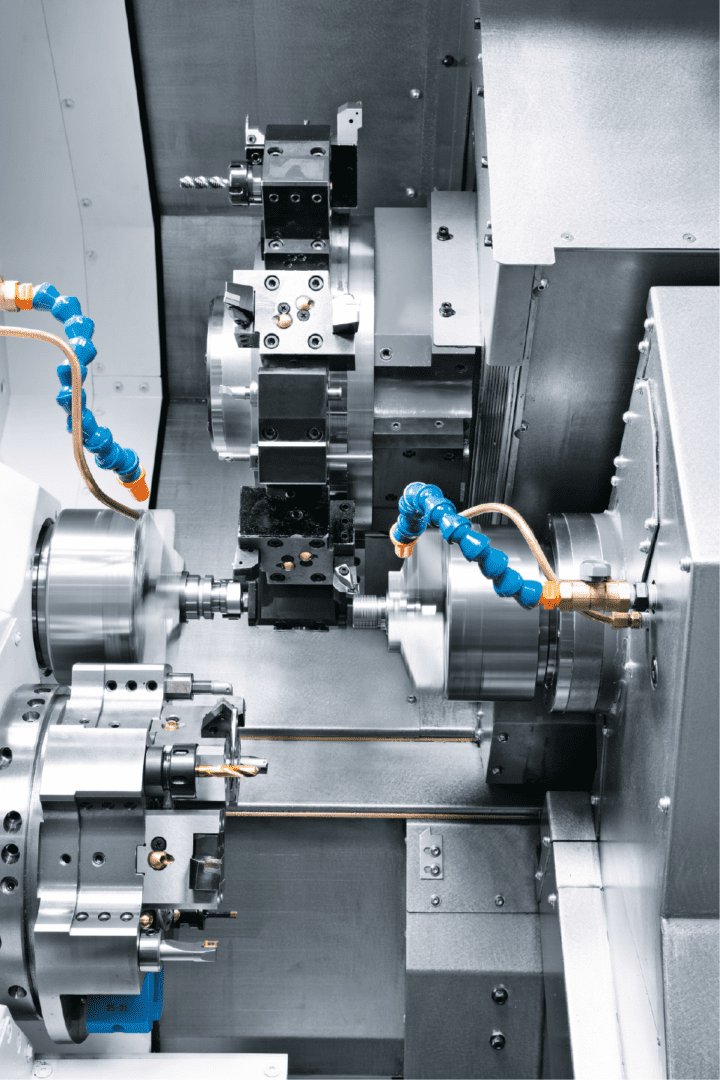
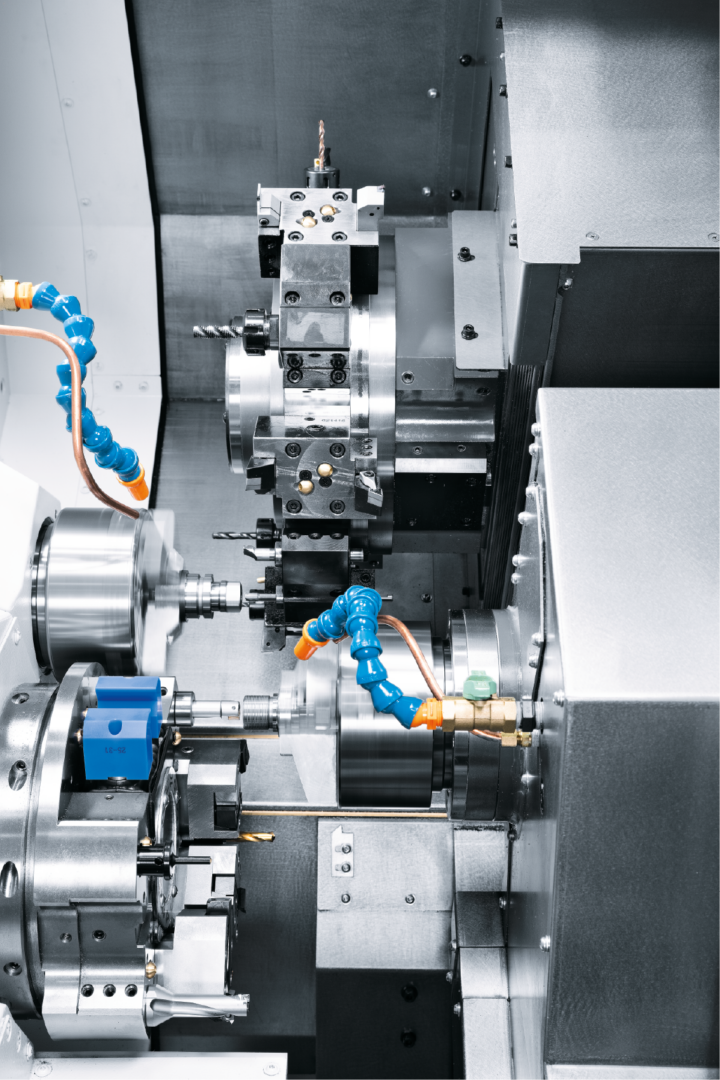
Doch der Reihe nach: Die Nakamura-Tome SC- 100X2 ist für einen maximalen Bauteildurchmesser von 195 mm bei einer Drehlänge von max. 400 mm vorgesehen. Die Hauptspindel – Stangendurchlass 51 mm – verfügt über 11 kW bei 6000 min-1, die Gegenspindel über 7,5 kW und 6000 min-1. Die Maschine verfügt über einen oberen 12/24- Stationen-Revolver, der in X/Z- und Y-Richtung verfahren werden kann und für die Vorder- wie auch – überlagerte – Rückseitenbearbeitung Einsatz findet. An allen Stationen können angetriebene Werkzeuge verwendet werden. Der zweite – untere – stationäre Revolver mit 9 (nicht angetriebenen) Stationen plus Werkstückgreifer ist für die – simultane – Rückseitenbearbeitung an der Gegenspindel verantwortlich, wobei hier die X/Z-Bewegung seitens der Gegenspindel realisiert wird.
So funktioniert die überlagerte Fertigung
Werden ansonsten auf der Gegenspindel nur noch wenige Rückseitenbearbeitungen durchgeführt, ist die Gegenspindel der NT das Herzstück, der «vielseitige Gegenpart», zur Hauptspindel, da sie sowohl in Z- als auch in X-Richtung verfahren kann und damit überlagernde Fertigungsprozesse ermöglicht. Was bedeutet überlagernde Fertigungsprozesse? Während die Vorderseite des Werkstücks auf der Hauptspindel klassisch über den Revolver (24 Stationen, bis 12 angetriebene Werkzeuge) bearbeitet wird, der in X wie auch Z-Achse die Konturen abfährt, verfügt der Revolver auf der gleichen Werkzeug- Position über ein zweites Werkzeug für die Rückseiten-Bearbeitung. Um die geforderte Kontur der Rückseite bearbeiten zu können, muss dabei die Gegenspindel erstens den Bearbeitungsprozess zur Vorderseite synchronisieren respektive kompensieren und zugleich den eigentlichen Rückseiten- Zerspanungsprozess überlagert fahren.
Sehr einfache Programmierung
Das hört sich kompliziert an, ist es aus technologischer Sicht auch. Aber die Programmierung der überlagerten Fertigungsprozesse ist für den Maschinenbediener trivial. Er muss klassisch die CNC-Kennwerte für die Komplettbearbeitung des Bauteils programmieren, wie bisher. Alles andere – nämlich die Synchronisierung der Revolverachsen mit der Gegenspindel – übernimmt für ihn die Steuerung der Nakamura-Tome.
R. Huber: «Der Bediener wird durch die sehr einfach zu bedienende Nakamura-Tome-Software unterstützt. Die Umwandlung von Einzel- in Multibahn- Programme können vom Bediener per Drag & Drop gehandelt werden. Die Umrechnung erfolgt im Hintergrund.»
Zur «Gretchenfrage»: Warum macht man einen solchen Prozess?
R. Huber: «Ganz einfach, der grosse Vorteil der überlagerten Fertigung ist, dass die Zykluszeiten gegenüber dem Schwestermodell SC-100 um 40% reduziert werden können, und dies ohne zweiten X/Z-Revolver. Die überlagerte Synchronbearbeitung bringt somit erheblich mehr Produktivität auf engstem Raum. Der Output der Maschine steigt. Mit der NT erreichen wir Zykluszeiten, die knapp unterhalb von Dreh-Fräszentren mit einem zweiten X/Z-Revolver sind. Solche Maschinen bauen erstens grösser und sind zweitens investitionsintensiver. Die NT fügt sich aufgrund ihrer geringen Baugrösse perfekt in gewachsene Fertigungsstrukturen ein, wo bei wenig Fläche ein Maximum an produktionellem Output generiert werden muss.»

Weitere Stärke: hochproduktive Polygonfertigung
Bei der Herstellung von Polygonflächen respektive Mehrkantflächen verfügt die NT dank der X/Z-Achse der Gegenspindel über die Möglichkeit des hocheffizienten Polygondrehens (Mehrkantschlagen). Zwingende Voraussetzungen für diesen Fertigungsprozess: geeignete Drehmaschinen und Werkzeuge sowie eine CNC-Steuerung, die Synchronspindelkopplungen – Haupt- und Gegenspindel mit C-Achse bis 600 min-1 – unterstützt. Generell können solche Mehrkantflächen auch mit dem Revolver gefräst werden, das ist aber sehr zeitintensiv. Mittels des Polygondrehens kann die Prozesszeit gegenüber Fräsen um 50 bis 90% reduziert werden.
Oszillierende Fertigung optimiert Spanbruch
Stichwort Prozesssicherheit: Spanbruch ist in vielen Bearbeitungssituationen einer der wesentlichsten Aspekte, dass die Prozesssicherheit hoch gehalten werden kann. Hier verfügt die NT über die Funktion der oszillierenden Bearbeitung. Die oszillierende Fertigung überlagert den eigentlichen Verfahrwegen eine kurzwellige Amplitude, die für einen sicheren Spanbruch sorgt. Das ist insbesondere dann von Vorteil, wenn Materialien, die zu langen Spänen neigen, prozesssicher zerspant werden müssen. Die Aktivierung des oszillierenden Zerspanungsprozesses ist jeweils pro Revolver und in je einer Achse realisierbar. Sowohl die Schwingungsfrequenz als auch die Amplitude (Rückzugsbetrag) kann per Steuerung auf den Zerspanungsprozess optimal angepasst werden. R. Huber: «Die oszillierende Zerspanung hat sich in vielen Fällen, wo Spanbruch mit den klassischen Methoden nicht realisiert werden konnte, als hervorragende Methode erwiesen, bei langspanenden Werkstoffen, Spanbruch zu ermöglichen und damit die Prozesse sicherer fahren zu können.»
Integrierter Kollisionsschutz
Ein weiteres Feature der NT ist die Überlast-Erkennung. Sobald der Kollisionsschutz eine Überlast erkennt, fängt er den Aufprall zum grossen Teil ab und schützt so die Maschine. Innerhalb einer Millisekunde nach dem Aufprall wird die Vorschubrichtung des Servomotors umgekehrt und die Maschine stoppt mit einem Nothalt. Fazit: Ein klasse Drehmaschinenkonzept, das in der Schweiz erstmalig am Swiss Production Forum in Zürich zu sehen war.



Nakamura-Tome SC-100X²
CNC-Drehzentrum / 2-Revolver
Diese Maschine wurde zu 100% mit erneuerbarer Energie hergestellt.