La première classe flexible : Walter Meier pour Sepo AG
Temps de lecture: 7 min.
Sepo AG, entreprise spécialisée dans la fabrication de précision de pièces de petites et moyennes séries, a considérablement élargi son parc de machines au cours des derniers mois. Parmi les dernières arrivées se trouvent trois centres de tournage/fraisage Nakamura-Tome.
L’un des trois nouveaux centres de tournage/ fraisage, le MX-100, a été conçu en étroite collaboration avec Walter Meier (solutions pour l’usinage) SA pour s’adapter à la gamme de composants de Sepo AG, permettant une production en trois-huit sans personnel. La deuxième génération, Oliver et Danielle Oberdanner, dirigent la société Sepo AG depuis 2016. Lors de la visite du SMM, le temps était compté car la production tournait à plein régime. Un fait inhabituel pour 2020. Une entreprise un peu hors pair, qui connaît actuellement un succès extraordinaire.

Pêche à la mouche ou fabrication ?
Il y a 20 ans, la première rencontre entre Mathias Zavratnik, directeur des ventes de machines-outils chez Walter Meier, et le père d’Oliver Oberdanner, fondateur de Sepo AG et pêcheur à la mouche enthousiaste, a été un peu spéciale : « Je voulais lui vendre nos outils, mais M. Oberdanner n’était intéressé que par la pêche et la pêche à la mouche, pas par nos outils », explique M. Zavratnik. « Nous ne vendons pas d’hameçons chez Walter Meier, et je n’étais clairement pas le meilleur interlocuteur pour ce qui était de la pêche à la mouche ! Je n’ai donc pas insisté. » Aujourd’hui, Mathias Zavratnik est de retour chez Sepo avec Andreas Gamper, les hameçons ont été laissés de côté et tout tourne autour des copeaux et des centres de tournage/fraisage Nakamura-Tome.
« Chez Sepo, on aime le meilleur. Tout comme la pêche à la mouche est la première division de la pêche, les machines Nakamura-Tome font partie du haut de gamme en termes de technologies de production. Pêche et fabrication ont un point en commun : il est important de s’entourer de spécialistes, ceux qui connaissent et savent manipuler les machines et les outils pour en tirer le maximum de précision et de productivité. Par chance, Sepo avait un tourneur qui avait déjà travaillé sur une Nakamura. Cela nous a facilité la tâche en tant que partenaire technologique », détaille Andreas Gamper, conseiller technico-commercial en machines-outils chez Walter Meier.
Du laboratoire de génie civil à la production
Aujourd’hui, la jeune génération se concentre sur l’usinage. Mais là encore se trouve une particularité : Oliver Oberdanner est technicien en génie civil de formation et a longtemps eu peu voire pas d’intérêt pour l’usinage. Jusqu’à il y a cinq ans, quand son père s’est mis à chercher un successeur. Danielle Oberdanner a alors dû convaincre son mari de sortir de ses tranchées, ou plus précisément de son laboratoire de génie civil, en lui montrant la beauté des techniques de fabrication. Et elle y est parvenue. « J’ai adoré travailler dans la construction », déclare M. Oberdanner. « Ma femme a été la force motrice qui m’a fait changer de secteur. »

Du millimètre au micromètre
« J’ai toujours été très précis, y compris dans le génie civil. Dans ce domaine déjà, on parle de millimètres, pas de centimètres. Aujourd’hui, ces millimètres sont devenus des micromètres. Je n’ai pas fait d’apprentissage de polymécanicien, mais j’ai acquis de l’expérience dans tous les départements de Sepo, en tournage, en fraisage et en technologie de mesure 3D, de sorte qu’aujourd’hui, je suis en mesure de discuter avec nos techniciens à un bon niveau, ce qui de mon point de vue est crucial », explique M. Oberdanner.
Lorsqu’on lui demande pourquoi Sepo AG fonctionne avec autant de succès, M. Oberdanner répond : « Les pièces qui sortent de chez nous après avoir passé le contrôle qualité sont toujours impeccables. Nous ne laissons rien au hasard et faisons toujours un peu plus que ce qui est exigé. Les finitions sont parfaites. Vous devez pouvoir sentir dans votre main que les pièces viennent de chez nous. Chaque arête est ébavurée par une machine, si nécessaire en 5 axes simultanés. Nous couvrons également tout le spectre des technologies de production. Que les demandes portent sur des pièces tournées ou fraisées, nous avons toujours la bonne solution de fabrication. Et nos employés sont très motivés, ce qui est essentiel à un bon fonctionnement. »
Tournage et fraisage à plein régime
« Nous sommes traditionnellement bons en fraisage », déclare M. Oberdanner. « Ces dernières années, le tournage avait plutôt été mis à l’écart. Lorsque l’un de nos tours a cessé de fonctionner, nous avons dû prendre une décision : se concentrer à 100 % sur le fraisage ou développer les deux techniques de fabrication. Nous avons privilégié la deuxième option, et travaillons désormais à fond sur le tournage et le fraisage. Pour cela nous avons dû investir dans des machines de la plus haute qualité. Nous souhaitions que de la première à la dernière pièce, toute la série soit dans les tolérances. Il était également important que le chargement des données du système de FAO sur la machine via le postprocesseur fonctionne sans faille. Nous ne voulions pas avoir à procéder à des ajustements du système de contrôle parce que quelque chose n’avait pas été traduit correctement par le postprocesseur. Un autre point primordial lors de l’évaluation du nouveau tour était d’avoir un axe B puissant. »
Afin que réduire la phase d’évaluation, M. Oberdanner et son équipe se sont concentrés assez rapidement sur les centres de tournage de qualité supérieure : « Nous avons de nombreux concurrents dans la gamme de composants que nous fabriquons. Il était donc crucial pour nous d’investir dans une technologie de pointe afin de pouvoir fournir un service fiable. C’est là que l’offre est devenue plus étroite. Comme notre opérateur de machine avait déjà une expérience sur Nakamura et que nous n’avons reçu que des commentaires positifs de notre environnement concernant les machines de Nakamura, y compris de Walter Meier, le processus de décision a été relativement facile. En outre, Nakamura a présenté le nouveau MX-100 juste à ce moment-là, machine en parfaite adéquation technologique avec notre gamme de composants. »

Nakamura AS-200 LMYS et WT-100
En raison de la mise à la retraite du précédent centre de tournage, tout devait se faire rapidement. M. Gamper détaille : « Le nouveau Nakamura MX- 100 avec axe B avait un délai de livraison de 6 mois. Nous avons pu obtenir tout de suite un Nakamura AS-200 LMYS, mais du coup sans axe B. » M. Oberdanner ajoute : « Nous avions besoin d’urgence d’une machine de remplacement et avons alors investi dans le Nakamura AS-200 LMYS. Cela nous a permis d’acquérir notre première expérience en interne sur Nakamura. Et nous ne l’avons pas regretté ! Le petit Nakamura AS-200 LMYS est une machine haut de gamme, et nous étions satisfaits à 100 %. Alors en attendant le AS-200 LMYS, nous avons investi dans un troisième Nakamura, une machine à double tourelle WT-100. »
Nakamura MX-100 : du haut niveau
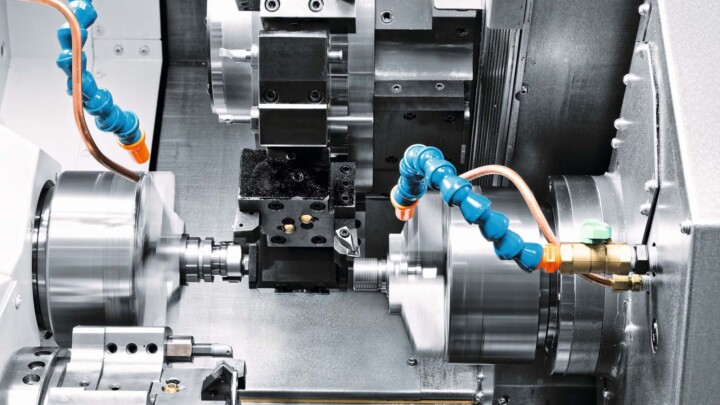
« Nous avons mesuré toutes les pièces de la première série effectuée avec la MX-100 sur notre machine de mesure 3D. Nous nous sommes rapidement rendu compte de la précision de la machine. Le centre est très productif et de conception extrêmement stable, y compris sur le plan thermique. Des tolérances de l’ordre de 10 micromètres peuvent être obtenues en série, même en cas de resserrage sur la contre-broche », explique M. Oberdanner.

Les caractéristiques clés de la machine sont un diamètre de tournage de 305 mm et une longueur maximale de tournage de 870 mm pour un passage de barre de 51 mm. Avec 11 KW et 6000 tr/min sur la broche principale et la contre-broche, le MX-100 a une très bonne performance de coupe.
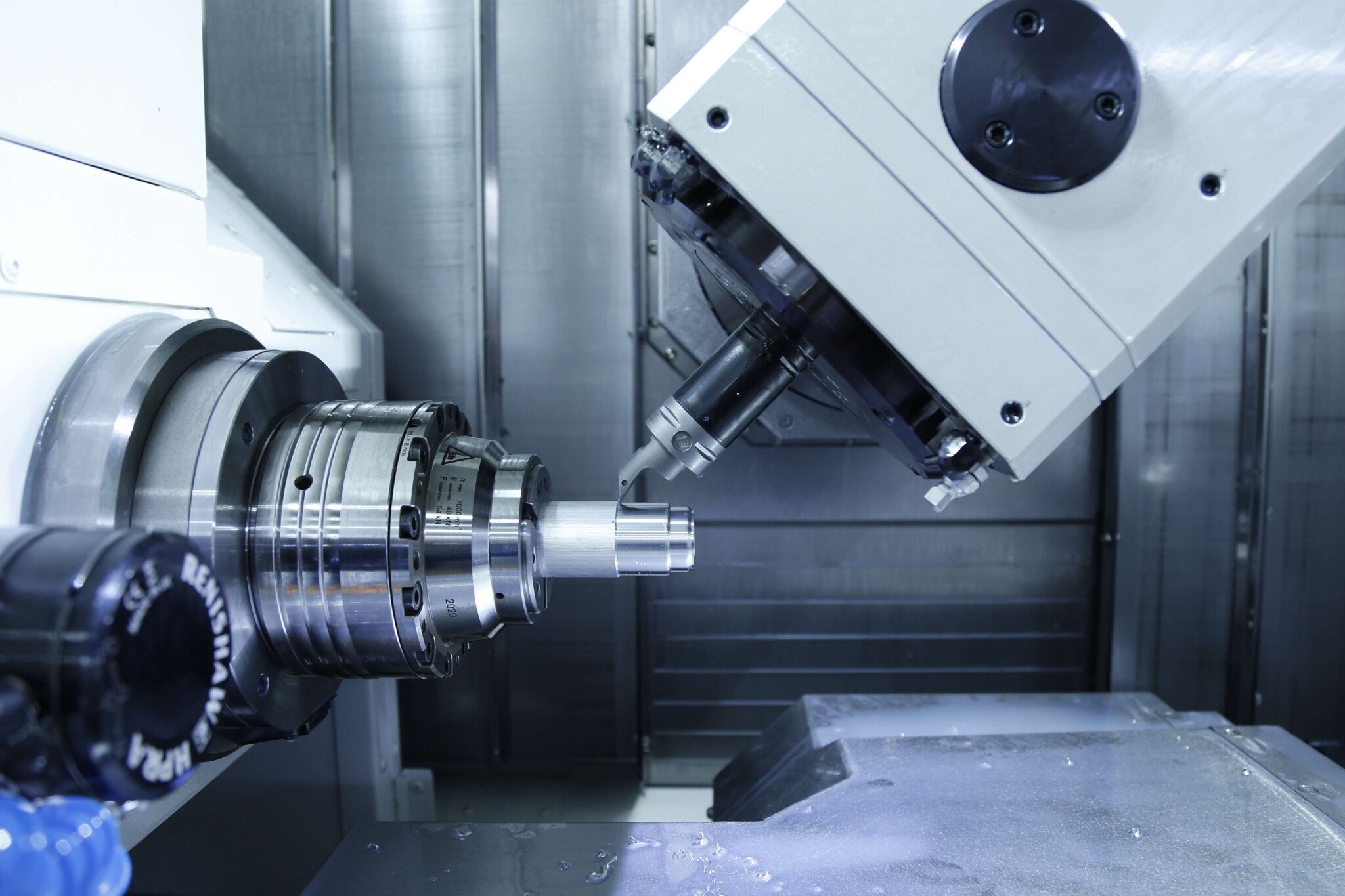
Point décisif : un axe B puissant
L’un des facteurs déterminants pour l’investissement de Sepo AG était l’axe B de 11 kW pivotant à ± 95°, avec une vitesse maximale de la broche de fraisage de 12 000 tr/min. « Le MX-100 est à la fois un centre de tournage et de fraisage, les deux technologies sont conçues pour être absolument égales sur la machine. Nous pouvons produire tout le spectre des composants les plus complexes sur le MX-100. Nous sommes passés à une ligue supérieure en termes de fabrication. Certaines pièces cubiques, que nous fraisions auparavant sur nos centres de fraisage, peuvent maintenant être fabriquées sans problème sur la MX-100 », s’enchante M. Oberdanner.
«Nous pouvons produire tout le spectre des composants les plus complexes sur le MX-100. Nous sommes passés à une ligue supérieure en termes de fabrication. Certaines pièces cubiques, que nous fraisions auparavant sur nos centres de fraisage, peuvent maintenant être fabriquées sans problème sur la MX-100.»
Membre de la direction chez Sepo AG
Vendre des machines-outils et pêcher à la ligne : les similitudes
Revenons à la première expérience de vente de M. Zavratnik avec Sepo AG : « Il y a 20 ans, je n’aurais jamais pensé que nous vendrions ici quelque chose qui ne ressemble pas à un hameçon ! Raison de plus pour se réjouir de pouvoir soutenir la production de Sepo AG avec nos machines japonaises Nakamura. C’est notre corps de métier. » M. Gamper ajoute : « Vendre des machines-outils, c’est comme pêcher : il ne faut pas abandonner et il faut avoir les bons appâts. Nous savions qu’il y avait chez Sepo AG le potentiel, et que nous avions les bonnes machines. Comme pour la pêche, il faut donc juste être patient. »
« La passion est le fil rouge de nos activités. La passion de mon père pour la pêche à la mouche, sans laquelle il n’attraperait pas de poissons. Et notre passion et celle de nos employés pour la fabrication. Quand on aime ce qu’on fait, on aime venir travailler, et c’est avec cette attitude qu’on tire le meilleur parti des machines-outils », conclut M. Oberdanner. La boucle est bouclée !
Walter Meier Fertigungslösungen AG remercie Sepo SA pour cette collaboration fascinante et se réjouit de poursuivre sa collaboration.


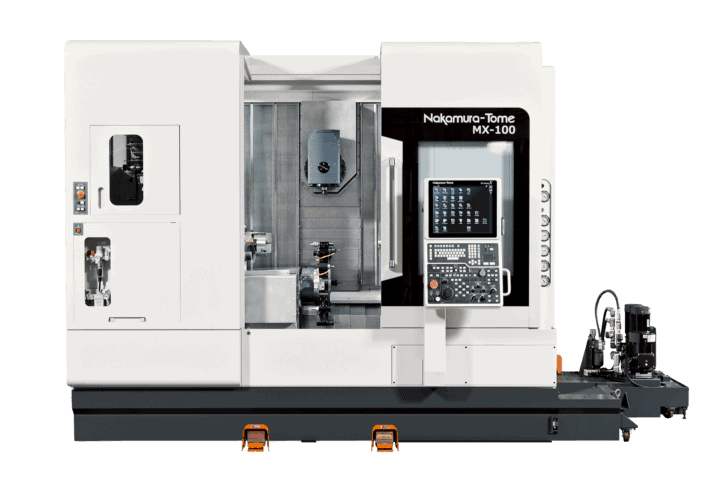
Nakamura-Tome MX-100
Centre de tournage/fraisage CNC
Cette machine a été fabriquée avec une énergie 100% renouvelable.