5-Achs BAZ für komplexeste Bauteile – Drehfunktion inklusive
Das neue „Robodrill α-D21MiB5ADV Plus“ Bearbeitungszentrum kann dank der Integration eines Lehmann TAP9 Schwenkrundtischs mit Drehfunktion neben komplexesten 5-Achs-Simultanbearbeitungen neu Drehoperationen bis 2’170 1/min realisieren. Die Technologieerweiterung wurde seitens Walter Meier (Fertigungslösungen) AG mit Technologiepartnern entwickelt und ist seit einem Jahr als Prototyp bei einem Anwender im produktiven Einsatz und per sofort verfügbar.

Uhrenkomponenten, Knochenplatten, Knie- oder Hüftgelenke sind u.a. die Bauteile, für die das „Robodrill α-D21MiB5ADV Plus“ spezifisch ausgelegt wurde. Das Unternehmen Walter Meier (Fertigungslösungen) AG entwickelte gemeinsam mit Fanuc, PL Lehmann AG, Fischer Präzisionsspindeln und Denitool ein 5-achsiges Fanuc-Bearbeitungszentrum zur Herstellung komplexer Bauteile bis Faustgrösse. Dank der neu integrierten Drehfunktion, können neben 5-Achs-Simultanbearbeitungen zudem Drehoperationen mannlos durchgeführt werden.
Fräscenter: Vermehrt Anfragen betreffend Drehfunktion
Renato Wenzin (Leiter Geschäftsbereich FANUC Robodrill): «Wir haben seitens unserer Anwender aus dem Bereich der Uhren- und Medizintechnik in der jüngeren Vergangenheit vermehrt Anfragen bezüglich einer zusätzlichen Drehfunktion auf unseren Fräsmaschinen erhalten. Nicht zuletzt aus diesem Grund sehen wir in der Schweiz ein hohes Marktpotential für unser neues Maschinenkonzept. Denn in der jüngeren Vergangenheit wurden die Bauteile immer komplexer, die Serien kleiner, bis hin zur Einzelteilfertigung. Unsere Kunden suchen nach automatisierbaren Fertigungslösungen komplexer Bauteile, die in der dritten Schicht mannlos produzieren können.»
Apropos automatisierbare Fertigungslösung: Ob Palettenhandling, Werkstückhändling oder Werkzeughandling, Walter Meier erweitert die Robodrill auf nahezu jedes Kundenbedürfnis.
5-Achs-Simultanfräsen inklusive Drehfunktion
Treiber dieser Entwicklung ist, die in der Schweiz stark positionierte, Uhren- und Medizintechnik. Immer öfter müssen Bauteile mit einem Fräs- als auch einem Drehanteil zerspant werden. Um die hier geforderten Komponenten prozesssicher als auch wirtschaftlich zu zerspanen, kann zum einen auf Dreh-Fräszentren gesetzt werden, oder aber auf Fräszentren mit Drehfunktion.
Bei überwiegendem Anteil an Fräsoperationen eignet sich durch die Kompaktheit, den geringen Platz- und Energiebedarf und die dennoch sehr hohe Dynamik das Fanuc-Fräs-Drehzentrum perfekt für dieses Bauteilespektrum.

Genial: Japanisches Know-how + Schweizer Perfektion
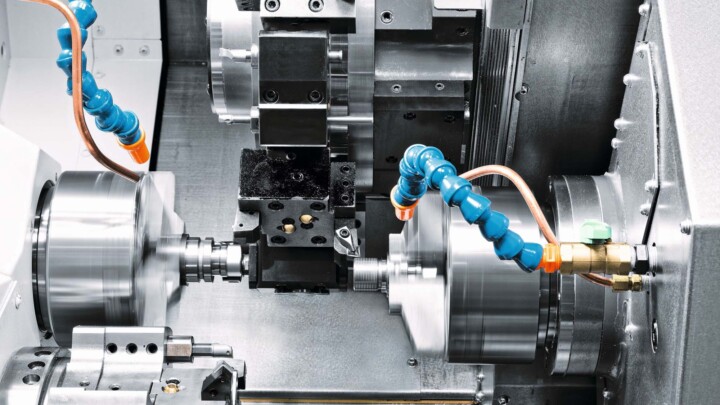
Als Basis dient dabei das Fanuc BAZ α-D21MiB5ADV Plus. Ein dreiachsiges BAZ mit Verfahrwegen von X/Y/Z = 500 x 400 x 400mm. Mit der Integration des direktgetriebenen Lehmann TAP9 Schwenkrundtisch mit 4. und 5. Achse sowie Drehfunktion bis 2’170 1/min, erfüllt das Fanuc-BAZ die oben genannten Herausforderungen.
Apropos Drehfunktion: Auch Fanuc musste betreffend Drehfunktion einen Entwicklungsbeitrag leisten und hat in diesem Zusammenhang die beiden Welten der Dreh- und Fräs-CNC-Steuerungen vereint und neu ein CNC-5-Achs-Simultan-Steuerunng mit integrierter Drehfunktion entwickelt.
Wie ein Uhrwerk: Japanisch-Schweizer Kooperation
Renato Wenzin: «Die Fanuc-Entwicklungsingenieure haben hier hervorragend agiert und sehr schnell auf unsere Wünsche aus der Schweiz reagiert. Das war vorbildlich. Der Lehmann Schwenk-Rundtisch ist perfekt auf die Fanuc-Steuerung ausgelegt.
Mit dem neu konzipierten Fräs-Drehzentrum kann im Fräsbereich mit bis zu 26 kW ein sehr hohes Zeitspanvolumen generiert und auch im Drehen eine hohe Zerspanleistung erreicht werden. Noch dazu können dank 5-Achs-Simultanbearbeitungen, die in der Uhren- und Medizintechnik oft geforderten komplexesten Freiformflächen gefräst werden. Seitens der Präzision wird eine Wiederholgenauigkeit von 0.004 mm von dem japanischen BAZ erreicht.
«Wir legen die gesamte Werkstückspanntechnik und -Automation auf die Anforderungen des Kunden aus. Auch die Erstausstattung bezüglich Werkzeuge gehört zu unserem Kompetenzspektrum, so dass unser Kunde direkt nach der Maschineninstallation loslegen kann.»

Schweizer Spindeltechnologie mit HSK-Schnittstelle
Eine weitere Modifikation betrifft die Hauptspindel. Serienmässig ist die „Robodrill α-D21MiB5ADV Plus“ mit einer Fanuc SK30 Hauptspindel ausgestattet. Bei dieser Werkzeugschnittstelle ist der integrierte Werkzeugspeicher allerdings auf maximal 21 Plätze beschränkt. Aus diesem Grund wurde eine swiss-made Fischer-Spindel (10000 1/min 80Nm, 14,2 kW oder 24000 1/min, 35Nm, 26kW) mit HSK 40E-Werkzeugschnittstelle integriert. Für die HSK-40E-Schnittstelle hat Walter Meier (FL) AG bereits einen Werkzeugspeicher, das WM ToolPlus®, mit 42 Werkzeugen entwickelt. Damit verfügt das Fanuc-BAZ über einen doppelt so grossen Werkzeugspeicher wie die Serienmaschine. Das ist auch insofern von Bedeutung, dass aufgrund der zusätzlichen Drehfunktion des Fräszentrums auch Drehwerkzeuge in den Werkzeugspeicher integriert werden müssen. Bei 21 Werkzeugen stösst der Speicherplatz schnell an seine Grenzen. Bei der Entwicklung des WM ToolPlus® stand die japanische Zuverlässigkeit und die erstklassige Werkzeugwechselzeit von nur 1.3 sek. (Cut to Cut) im Vordergrund.
Auslegung der «Schnittstelle Drehwerkzeuge»
Um die Drehwerkzeuge zu integrieren hat Walter Meier FL gemeinsam mit dem Schweizer Werkzeugspezialisten Denitool eine Lösung erarbeitet. Als Werkzeughalter fungiert in diesem Fall die Hauptspindel mit der HSK-E-Schnittstelle. Hier ist die Herausforderung neben der präzisen Orientierung der Werkzeugschneide, eine Werkzeug-Drehmomentabstützung konstruktiv zu erzielen. Hier rückt die HSK-E-Schnittstelle in den Fokus, die dank Planauflage eine hohe Steifigkeit bietet und axial perfekt das Werkzeug positioniert. Ein Zentrierbolzen positioniert das Drehwerkzeug radial mittels Formschluss. Gemeinsam mit der elektronischen Klemmung der Fischer-Spindel ist damit die Drehfunktion für Bauteile, die in der Uhrenindustrie gefertigt werden, perfekt ausgelegt.
Renato Wenzin: «Das ist sicher eine unserer ganz grossen Stärken, das wir bestehende Standardmaschinen mit hochwertigsten Komponenten ausrüsten, die perfekt auf die Standardmaschine abgestimmt sind. Das jüngste Fanuc-Fräs-Drehzentrum mit vollintegrierten direktgetrieben Lehmann-Dreh-Schwenktisch widerspiegelt unser Kompetenzspektrum. Wir vereinen das spezifische Know-how-Gefüge unserer Technologiepartner aus Japan und der Schweiz in dieser Maschine. Diese japanisch-schweizerische Symbiose ist entsprechend perfekt auf den Werkplatz Schweiz zugeschnitten.